
Number of views: 1 Author: Editor of this site Release time: 2025-07-23 Source: This site
The exhaust silencer of a well-known brand of compressor used in a chemical site is 24 hours a day and uninterrupted operation; during this period, cracks occur between the inner cylinder and the outer cylinder of the exhaust silencer, causing damage, which affects the normal use of the equipment and leads to a decrease in production capacity.
After being dismantled by our maintenance engineer, some of the process pictures are as follows:
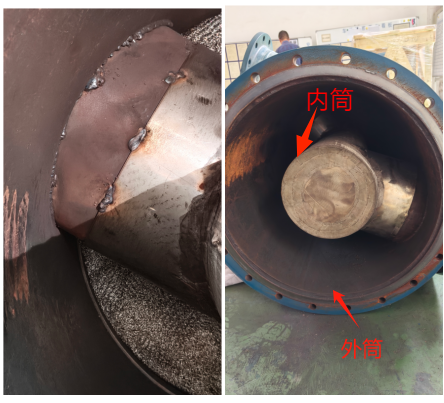

After inspection and analysis, it is determined that the main causes of equipment damage are as follows:
1. Spot welding is used at the connection between the inner cylinder and the outer cylinder, and the welding is not firm enough, especially thin-walled parts have high requirements for welding process;
2. The wall thickness of the guide cover between the inner cylinder and the outer cylinder is too thin and the stiffness is insufficient. Resonance is easily formed at this position during the compressor operation, thereby aggravating damage;
3. The inner cylinder is suspended in the middle, and the lack of support leads to insufficient strength and easily form resonance;
4. The cover plates at both ends of the inner cylinder are spot welding and the welding is not firm enough.
Through the consideration of the above reasons, the design and improvement of the overall inner cylinder is mainly reflected in the following aspects:
1. Thickening treatment of inner cylinder punching mesh plate (changed from the original design to the ***);
2. The thickness of the guide cover (intake and exhaust port) is increased. The guide cover is inserted into the outer cylinder for full welding. The intersection of the guide cover and the inner cylinder punching mesh plate is also increased to flange, and internal and external welding is performed to increase welding strength;
3. Thick the cover plates at both ends of the inner cylinder body, and add flanges to perform internal and external welding to increase welding strength;
4. Add a fixed support structure in the middle part between the inner and outer cylinders to improve the overall rigidity and stability and reduce resonance.
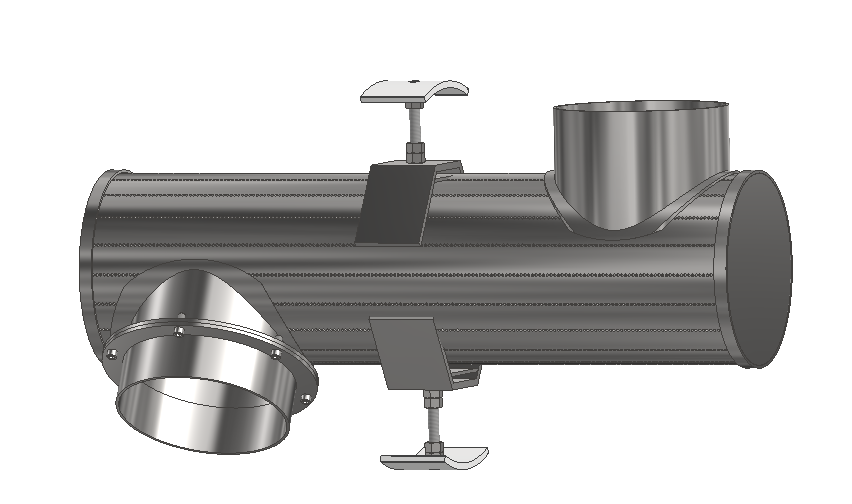
Schematic diagram of this plan
1. Open the end cover of the silencer and remove the internal wire mesh filling;

2. Remove the damaged inner cylinder;

3. Design and improved new inner cylinder;

4. After the design is improved, fix the new inner cylinder to the muffler;

5. Check the reliability of all welding/connection positions;
6. Replace the end cap seal gasket;
7. Press all fillers into the muffler as required;
8. Appearance treatment and repainting;











