
Numero di visualizzazioni: 1 Autore: Editor di questo sito Tempo di rilascio: 2025-07-23 Fonte: Questo sito
Il silenziatore di scarico di un noto marchio di compressore utilizzato in un sito chimico è di 24 ore al giorno e operazioni ininterrotte; Durante questo periodo, si verificano crepe tra il cilindro interno e il cilindro esterno del silenziatore di scarico, causando danni, che influisce sull'uso normale dell'attrezzatura e porta a una riduzione della capacità di produzione.
Dopo essere stati smantellati dal nostro ingegnere di manutenzione, alcune delle immagini di processo sono le seguenti:
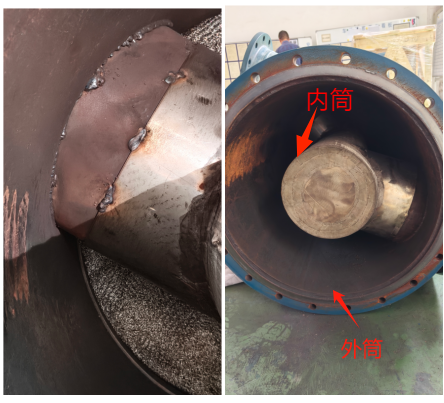

Dopo l'ispezione e l'analisi, si determina che le principali cause del danno dell'apparecchiatura sono le seguenti:
1. La saldatura a punti viene utilizzata alla connessione tra il cilindro interno e il cilindro esterno e la saldatura non è abbastanza ferma, in particolare le parti a parete sottile hanno requisiti elevati per il processo di saldatura;
2. Lo spessore della parete del coperchio guida tra il cilindro interno e il cilindro esterno è troppo sottile e la rigidità non è sufficiente. La risonanza si forma facilmente in questa posizione durante l'operazione del compressore, aggravando così il danno;
3. Il cilindro interno è sospeso nel mezzo e la mancanza di supporto porta a una resistenza insufficiente e forma facilmente la risonanza;
4. Le piastre di copertura ad entrambe le estremità del cilindro interno sono la saldatura a punti e la saldatura non è abbastanza ferma.
Attraverso la considerazione delle ragioni di cui sopra, la progettazione e il miglioramento del cilindro interno complessivo si riflettono principalmente nei seguenti aspetti:
1. Trattamento ispessato della piastra a maglie di punzonatura del cilindro interno (modificato dal design originale a ***);
2. Lo spessore del coperchio guida (aspirazione e porta di scarico) è aumentato. Il coperchio guida è inserito nel cilindro esterno per la saldatura completa. L'intersezione del coperchio della guida e della piastra a maglie di punzonatura del cilindro interno viene anche aumentata alla flangia e la saldatura interna ed esterna viene eseguita per aumentare la resistenza alla saldatura;
3. Spesso le piastre di copertura su entrambe le estremità del corpo del cilindro interno e aggiungi flange per eseguire saldatura interna ed esterna per aumentare la resistenza alla saldatura;
4. Aggiungere una struttura di supporto fissa nella parte centrale tra i cilindri interni ed esterni per migliorare la rigidità e la stabilità complessive e ridurre la risonanza.
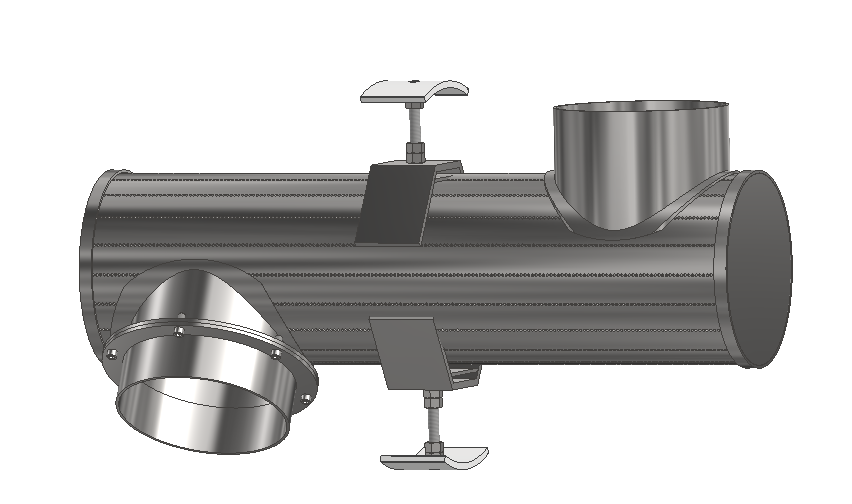
Diagramma schematico di questo piano
1. Aprire il coperchio finale del silenziatore e rimuovere il riempimento della maglia del filo interno;

2. Rimuovere il cilindro interno danneggiato;

3. Progettazione e nuovo cilindro interno migliorato;

4. Dopo aver migliorato il design, correggi il nuovo cilindro interno sul marmitta;

5. Controllare l'affidabilità di tutte le posizioni di saldatura/connessione;
6. Sostituire la guarnizione della tenuta del cappuccio terminale;
7. Premere tutti i filler nel marmitta come richiesto;
8. Trattamento e riverniciatura dell'aspetto;











